

Das Modell zeigt einen Fingerfräser, der unter einer stetigen Schraubung aus einem drehzylindrischen Vollkörper (Drehachse=Schraubachse) eine Nut ausfräst. Von einem Fingerfräser spricht man immer dann, wenn die Drehachse des Fräsers die Achse der Schraubung orthogonal schneidet. Die Oberfläche des Fräsers ist im vorliegenden Beispiel ein Drehkegelstumpf. Der stetig verschraubte (und zugleich stetig rotierende) Drehkegelstumpf definiert drei Schnittflächen mit dem Vollholz-Zylinder.
-
Die erste Fläche wird vom Kegelmantel herausgefräst. (In der Praxis muss man natürlich statt eines glatten Kegels eine entsprechend "raue" Oberfläche nehmen). Die sichtbare rote Kurve ist ziemlich sicher eine Eingriffslinie des Kegelmantels, also eine Kurve die zu einem späteren Zeitpunkt zur Gänze auf der ausgefrästen Fläche liegt.
-
Die zweite Fläche - weiter innen - wird durch ein Stück des inneren Randkreises des Kegelstumpfs ausgefräst.
-
Die dritte Fläche - ganz innen - wird von der inneren Deckkreisscheibe des Kegelstumpfs ausgefräst; sie ist offensichtlich ein Drehzylinder. Ein interessantes Phänomen ist nun, dass die Flächen 2 und 3 einander berühren. Es gibt also ganz innen keine scharfe Kante sondern einen glatten Übergang!
Erklärung von Apl. Prof. Markus Stroppel (mit Unterstützung durch einige Wiener Kollegen)
 |
 |
 |
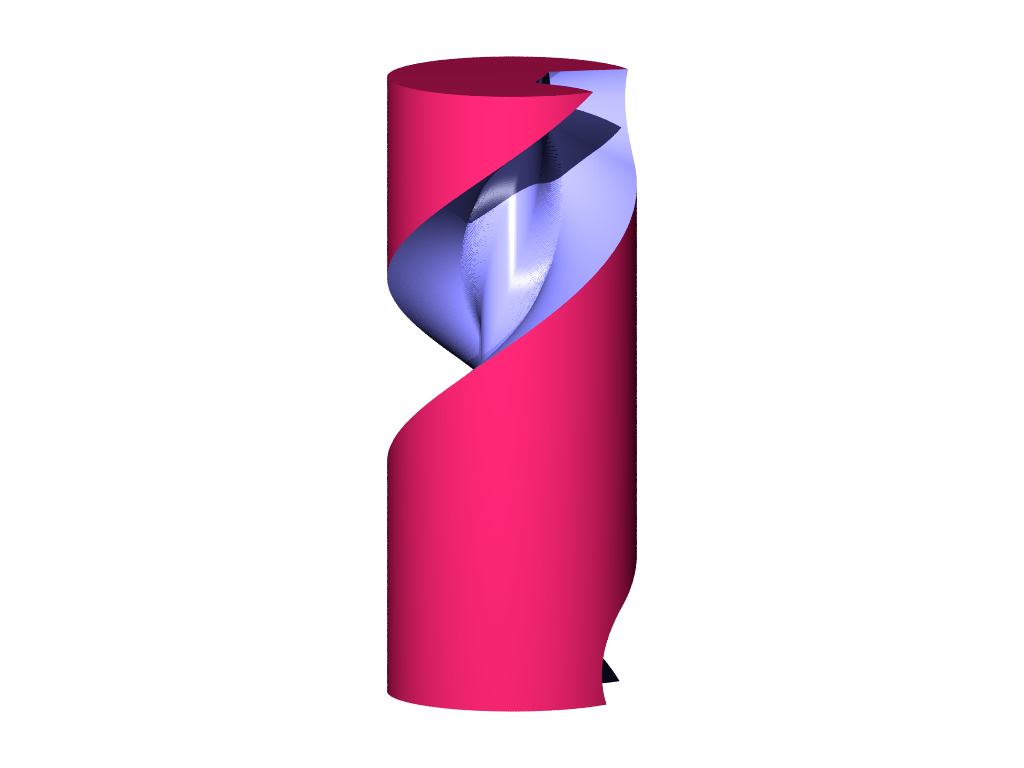 |
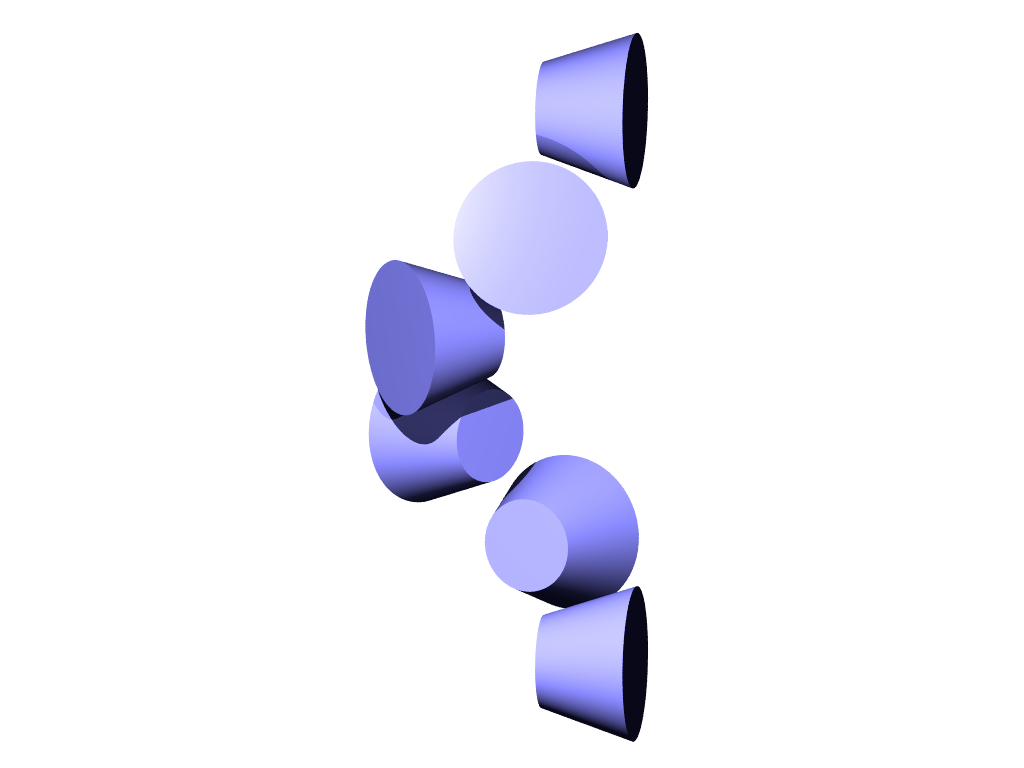
Abbildungen von Prof. Hans Havlicek, TU Wien
oben: Kegel - diskretisierte Versionen der vom Kegelstumpf (samt Deckkreisscheiben) eingehüllten Fläche
unten: Nut - diskretisierte Versionen des Modells, mit 6 ... 1000 Positionen des fräsenden Kegelstumpfs. Den glatten Übergang erkennt man gut daran, dass das Glanzlicht am inneren Übergang nur einen Knick macht (also stetiger Übergang) aber keine Sprungstelle (Unstetigkeitsstelle) hat.